 |
||||||||
|
|
||||||||
| マグナ溶接棒・総代理店 (有)ウエルドケア |
||||||||
| weldcare@dream.com TEL 03-5604-8562 FAX 03-5604-8564 |
||||||||
 |
||||||||
 |
||||||||
 |
||||||||
 |
| ●鋼種や部材の大きさ、拘束の程度などを考慮に入れ、予熱とパス間温度、溶接順序を決める。 (ステンレス鋼のパス問温度は150℃以下) ●焼き入れ硬化性の高い高張力鋼や特殊鋼の仮付溶接をする際は、本溶接より50℃高めの予熱をし、かつ仮付長も40〜50mm位する。(HAZ・熱影響部の急冷硬化を避けるため) |
 |
|
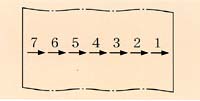
| バックステップ法:溶接方向と溶着方向は逆向き。残留応力が均一化され、変形も小さい。 | ||
| ●予熱範囲は継手の周囲100mmまで、または厚さの3倍まで拡げて行う。(オーステナイトSUSは予熱しない。鋳鉄の予熱は200℃まで) ●溶接による収縮ができるだけ自由に起こり得るような順序に向かって溶接する。(拘束応力度の高い部分から低い部分へ進める) |
 |
|
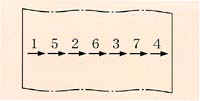
| 飛び石法(スキップ法):とびとびに区切って行う。変形、残留応力を最も均一にする。 | ||
| ●溶着量の多いものが先、少ないものが後。収縮量の大きい継手が先、小さな継手が後。突合わせ継手が先、すみ肉継手が後。 ●ピーニングを行う際は必ず先端が丸味をおびたハンマーを使用する。溶接ビードの上だけでなく、HAZ部近傍(30〜50mm)を含めて打撃すると、応力除去の効果が大きい。 |
 |
|
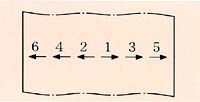
| 対称法:中央から端に向かって交互に行う。変形と残留応力を対称に保てる。 |
|
||||||
| ▼ | ||||||
| HOME | ||||||
|
|
||||||
| copyright by weldcare | ||||||
